Cos’è il bridging nella stampa 3D e come evitarlo?

L’utilizzo di una stampante 3D, si sa, che sia un modello desktop o professionale, non è semplice e può riservare sorprese! Abbiamo già spiegato in dettaglio cosa sono stringing, ghosting e warping nella stampa 3D FFF e come si possono controllare questi problemi di stampa. Oggi vogliamo concentrarci su un’altra problematica che è possibile incontrare, ovvero le difficoltà legate al cosiddetto bridging. Il “bridging”, come suggerisce la parola inglese (che rimanda all’idea di “ponte”) è in effetti l’estrusione di materiale tra due punti, senza supporti. Il problema che spesso si crea nella creazione di questo ponte è un’estrusione involontaria e inappropriata del materiale, che non forma una linea retta come desiderato, ma collassa e scende verso il basso.
Per comprendere meglio il problema di un bridging difettoso nella stampa 3D, possiamo immaginare di muovere una pistola per colla a caldo tra due punti mentre il materiale sta fuoriuscendo. Proveremo a spiegare nell’articolo che segue, in modo più dettagliato, perché il bridging fallisce a volte e cosa si può fare al riguardo.
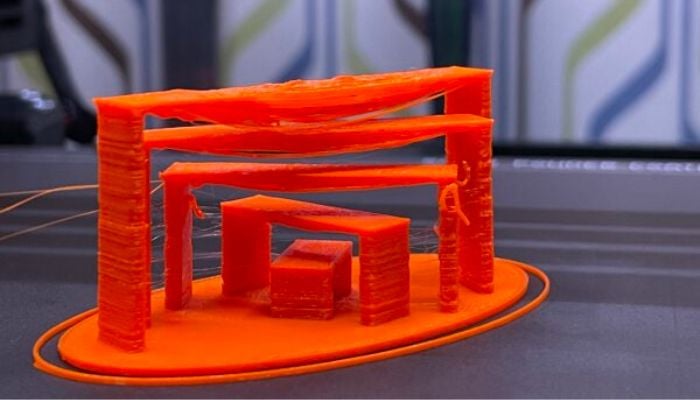
Sono diversi i fattori che influenzano il successo del bridging (crediti fotografici: N3DTech via Prusa Forum)
Temperatura, materiale e velocità di stampa
Se ricordiamo la metafora della pistola per colla presentata in precedenza, possiamo, da questo esempio, identificare alcune delle cause del problema. Sappiamo che uno dei componenti chiave di questo processo è il riscaldamento della colla. Se spremiamo questa colla liquida dalla pistola e vogliamo usarla come ponte tra il punto A e il punto B, sarà difficile a causa della temperatura. Se adattiamo questo principio alla stampa 3D, è possibile che il filamento utilizzato sia stato riscaldato troppo. Nel primo caso, si noterà che, a causa dell’elevata viscosità, il materiale inizia a gocciolare fortemente. Ciò comporta gravi problemi durante la formazione del ponte. Si noti che tutte le termoplastiche reagiscono in modo diverso alle variazioni di temperatura, quindi è consigliabile conoscere il profilo termico del filamento che si sta utilizzando. Il PLA, ad esempio, è un materiale che può essere stampato a una temperatura più bassa e polimerizza molto rapidamente. Tuttavia, è necessario stampare sempre con la camera di stampa aperta, in quanto ciò può influire sulla viscosità.
Anche la velocità di stampa è un fattore che può portare a un errore di stampa. Se la velocità è troppo elevata, il materiale potrebbe non essere estruso correttamente. Quindi, raccomandiamo di stampate alla giusta velocità! Come già accennato, le proprietà di ciascun filamento differiscono, pertanto si consiglia di fare diverse prove per individuare la giusta velocità di stampa durante la creazione del bridging. Questo significa che probabilmente bisognerà ridurre la velocità di stampa con piccoli incrementi di mm/s. Ma attenzione, se si stampa troppo lentamente, il pezzo potrebbe non essere solido, poiché lo strato sottostante impiegherà troppo tempo per raffreddarsi a causa del lento movimento della testina di stampa, il che riduce l’adesione tra gli strati. Pertanto, bisogna utilizzare i parametri di stampa raccomandate dal produttore del materiale e provare diverse velocità fino a trovare quella più adatta al proprio progetto. Consigliamo di considerare anche l’impostazione per la stampa di ponti in Slicer Bridge Fan Speed, in quanto è possibile adattare la velocità esclusivamente per le forme a ponte. Se si utilizza PrusaSlicer, è possibile trovare questa impostazione come segue: Filament Settings > Cooling > Bridges Fan Speed; se si utilizza il software Cura: Print Settings > Experimental > Bridge Fan Speed. Se invece si utilizza Simplify3D, questa impostazione si trova qui: FFF Settings > Cooling > Fan Overrides > Eridging fan speed override. Riguardo allo slicer, è importante ricordare che è necessario pensare all’orientamento del modello, se necessario. In pochi passaggi è possibile ruotare il modello per ridurre il bridging.

Crediti foto: UltiMaker
Perché si raccomanda una buona ventilazione della stampante 3D per il bridging?
Abbiamo già accennato all’importanza della temperatura del materiale e al fatto che non deve essere troppo caldo, ma anche la ventilazione della stampante 3D è importante. Come sappiamo, la ventola è responsabile della riduzione della temperatura nell’area di stampa. Dopo aver riscaldato il filamento a una certa temperatura e averlo estruso, è necessario utilizzare la ventola per far raffreddare e indurire più rapidamente il filamento. In questo modo si può evitare che goccioli o si deformi.
Se tutti questi accorgimenti non danno risultati, esistono naturalmente altre soluzioni. Ad esempio, è possibile utilizzare supporti di stampa per i componenti sporgenti all’interno della stampa e stabilizzare la forma a ponte mentre l’estrusore si sposta su quest’area. Per quanto riguarda le impostazioni, ad esempio, è importante sapere che con un riempimento dell’80%, i vuoti risultanti sono molto più piccoli e ciò aiuta il bridging. Con un riempimento del 5%, invece, i vuoti sarebbero più ampi e ciò potrebbe comportare un maggior rischio di difetti nel bridging.
Infine, se nonostante tutte queste manovre, si riscontrano ancora problemi, si dovrebbe prendere in considerazione l’utilizzo di un ugello più grande. Questo perché massimizza la superficie di appoggio, che è particolarmente benefica per i ponti. Ciò significa che lo strato di filamento successivo è sfalsato, il che si traduce in un angolo più piatto e quindi rende più facile la transizione del ponte. Questo fattore angolare è estremamente importante, poiché le stampanti 3D FDM sono generalmente in grado di stampare angoli fino a 45 gradi; oltre i 70 gradi, a seconda della forma del ponte e del filamento, bisognerà valutare se sia più sensato stampare il pezzo in più parti.
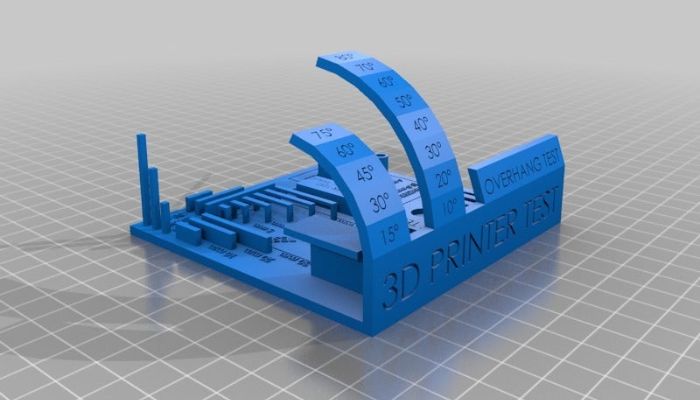
L’angolo di sporgenza può avere un effetto negativo sulla stampa 3D (crediti: Faultydata via Cults)
Dopo aver passato in rassegna una serie di consigli e suggerimenti per la realizzazione di bridging di successo, vale la pena sottolineare che la soluzione giusta dipende sempre dal modello che si sta creando, dal materiale e dalla stampante 3D stessa.
Ti è stato utile questo articolo? Faccelo sapere sui nostri social Facebook e LinkedIn. Trovi tutti i nostri video sul nostro canale YouTube! Non dimenticare di iscriverti alla nostra Newsletter settimanale per ricevere tutte le notizie sulla stampa 3D direttamente nella casella di posta!